車両ニュースレター
2023年10月号
[クローズアップ]ねこと観察
家ねこは私たちの生活に密着し,外ねこであっても私たちを道端から見上げたり,塀の上から見下ろしたりするなどして,癒しを与えてくれます。地域の騒動のもととなることもありますが,それも含めて,ねこは人間にとって社会的なパートナーというべき存在です。本稿では,在宅時間が多いころに気づかされた,ねこと人間の関係について,観察に基づく考察を試みます。
ねこは,人間がパソコンで作業しているときに限ってキーボードに座ります。凹凸が多く座り後心地が悪いでしょうに,わざわざ座って人間の作業の支障となります。キーボードで爪とぎをするねこもいるそうなので,この程度の凹凸は快適な範囲なのかもしれません。さて,通常,キーボードはディスプレイの前に設置してあります。したがってキーボードに座ったねこはディスプレイの視野を狭め,やはり人間の作業の支障となります。人間がテレビの番組に夢中になっていると,ねこはテレビの前に座って視聴を妨害することがあります。キーボードよりもディスプレイの前に座り,人間の気を引くことが,ねこにとって重要なのかもしれません。
ねこは睡眠時間が大変長いことが知られ,確かに人間の2~3倍の時間を睡眠にあてています。寝る場所は広範囲であり,作業中の人間の至近距離ということもあります。こたつで丸くなる分には冬の風物詩ですが,オフィスチェアの足元で寝そべられると,キャスターのわずかな回転が頭や尾などねこの重要な部位に損傷を与えかねないことになり,人間は緊張を強いられます。寝そべる場所に考慮してほしいところですが,家ねこの場合は危険を嗅ぎ取ることや自衛が得意ではないのかもしれません。
ねこの方が人間をどの程度気にしているかは不明ですが,人間の方はねこを何かと気にしています。そして,気にするポイントは人間によって異なります。一緒に生活する複数の人間がいれば,機嫌の良しあしは誰,おなかの調子は誰といったように,曖昧かつ暗黙の分担が行われています。人間の数だけ気にするポイントが違うので,ねこの心身の健康への不安は軽減されます。人間の側は,自分の気づかないことに他の誰かが気づけば,自分の視野も広がります。
ねこに限らず,いぬやそのほかの小動物,植物,鉱物,山や川,天体でも,観察材料があるとその変化は私たちの五感の覚醒レベルを引き上げてくれます。観察は全ての自然科学の始まりといろんな人が言っています。自分の目で見ることはもちろん,顕微鏡で破面を観察すること,化学分析や光を使った分析を通じて「これが何なのか」情報を得ること,研究開発者の端くれとして,その気持ちと過程は大切にしたいと考えています。
 写真 キーボードかディスプレイか。家人の作業の支障となるねこ。
写真 キーボードかディスプレイか。家人の作業の支障となるねこ。
コンプライアンス推進室 室長 曽根 康友
[研究&開発]台車枠のフェーズドアレイ超音波探傷
1 はじめに
鉄道車両の台車枠や車軸などの台車部品では,製造時および定期検査時に超音波探傷や磁粉探傷などの非破壊検査が適用されています。台車枠に関しては,近年,側ばりの溶接内部が起点と考えられる損傷が発生し,鉄道事業者に対して定期検査での溶接部の超音波探傷が求められています。ところで,超音波探傷における一つの技法として,フェーズドアレイ超音波探傷(以下,PAUT)が近年注目されています。鉄道車両以外でも,きずの検出性能の高さや,探傷結果の映像化によるきずの判断の容易さなどから,PAUTの適用事例が増えています。
本稿では,PAUTの概要を述べたのちに,台車枠の溶接部に対してPAUTを適用するうえで課題となる,きずの傾きおよび表面の塗装(塗膜厚さ)がきずの検出性能に及ぼす影響を評価した結果を示します。さらに,実台車枠に対してPAUT を適用し,探傷結果を映像化した例を紹介します。
2 フェーズドアレイ超音波探傷(PAUT)の概要
斜角法による従来の超音波探傷(以下,従来UT)とPAUTの比較を図1 に示します。図1(a)に示すように,従来UTの探触子に内蔵された振動子は単一の素子のため,例えば45°や70°といった単一の屈折角の超音波が送信されます。このとき,きずでの反射波の受信波形(きずエコー)から読み取った高さと距離,および屈折角をもとに,きずの大きさや位置を推定します。
一方PAUTでは,数十の振動子(素子)が探触子に内蔵されており,図1(b)のように,振動子を励振する順序と時間差を制御することで,様々な角度の超音波が逐次的に送信されます。これらの超音波の受信波をエコー高さに応じて色分けして描画することで,探傷結果を面的に映像化することができ,きずの大きさや位置の把握が容易となります。
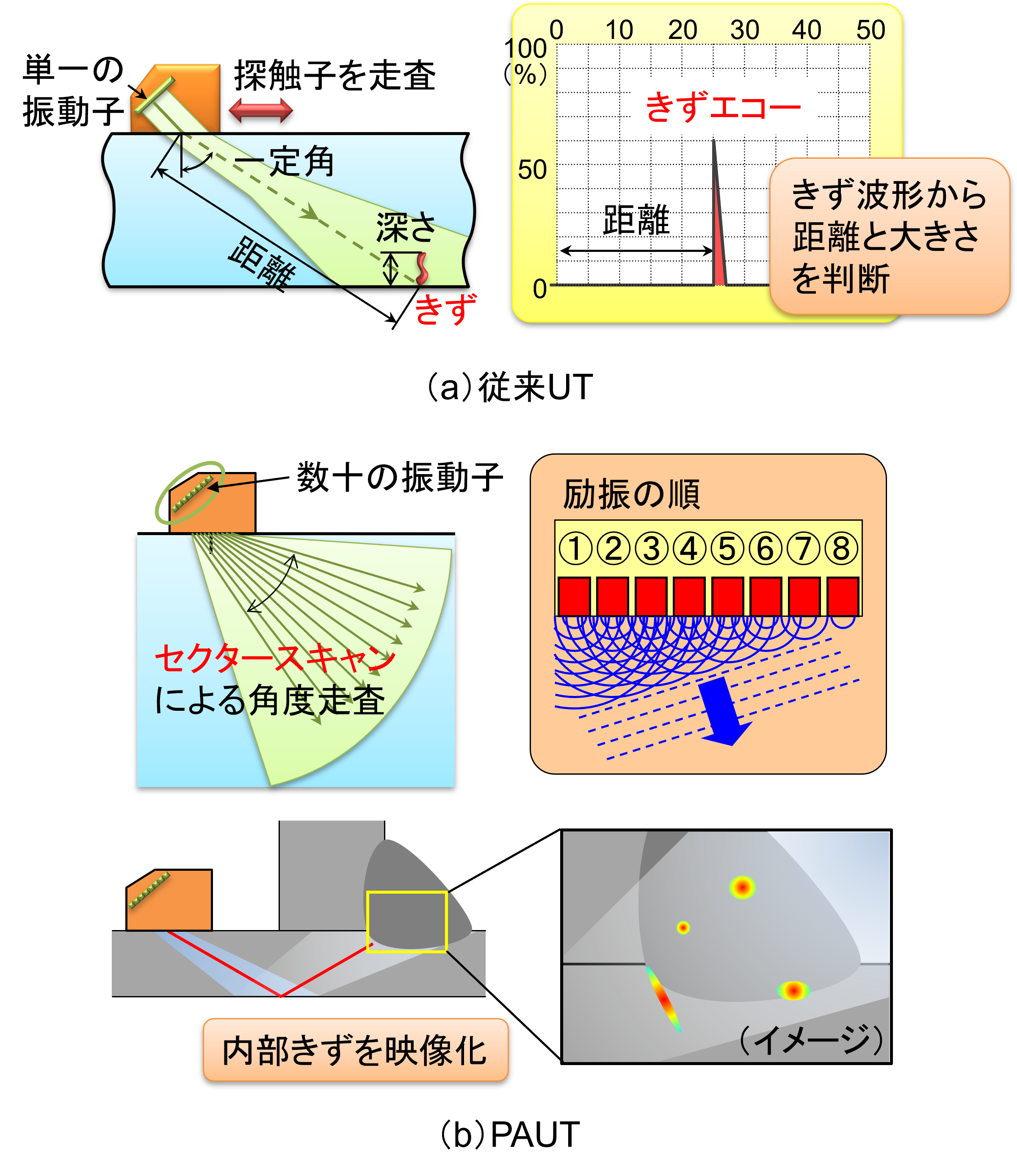 図1 従来UTとPAUTの比較
図1 従来UTとPAUTの比較
3 きずの傾きによる影響の評価
台車枠の超音波探傷では,溶接部の開先面や溶接時の熱影響部に沿って傾いたきずを検出したい場合があり,それらの検出性能を定量的に把握することが重要です。そこで,台車枠の側ばりに設けた-60~+60°の様々な角度(以下,傾斜角:η)で傾いたきずを,一回反射法と称する方法で探傷したときのエコー高さを計算し,従来UTとPAUTとで比較しました。
従来UTの屈折角は,溶接部の検査でよく用いられる70°とし,PAUTでは40~75°の範囲で屈折角を変化させました。送信波の周波数は,従来UT,PAUTともに5MHzとしました。PAUTでは,振動子の素子数や幅によって性能が変化しますが,ここでは,幅0.31mmの素子を32個並べた構成で,全体の幅を約10mmとしました。一方,従来UTの振動子(単一素子)は幅5mmとしました。計算された各きずのエコー高さは,探傷の感度基準として用いられる直径4mm×高さ4mmの縦穴(以下,ø4×4mm縦穴)のエコー高さを80%としたときの相対値で評価しました。
きずの傾斜角ηとエコー高さhとの関係を図2に示します。青色が従来UT,橙色がPAUTの計算結果です。PAUTによるエコー高さは,傾斜角η全体にわたって従来UTよりも高く,傾いたきずの検出にはPAUTが有効であることが分かりました。
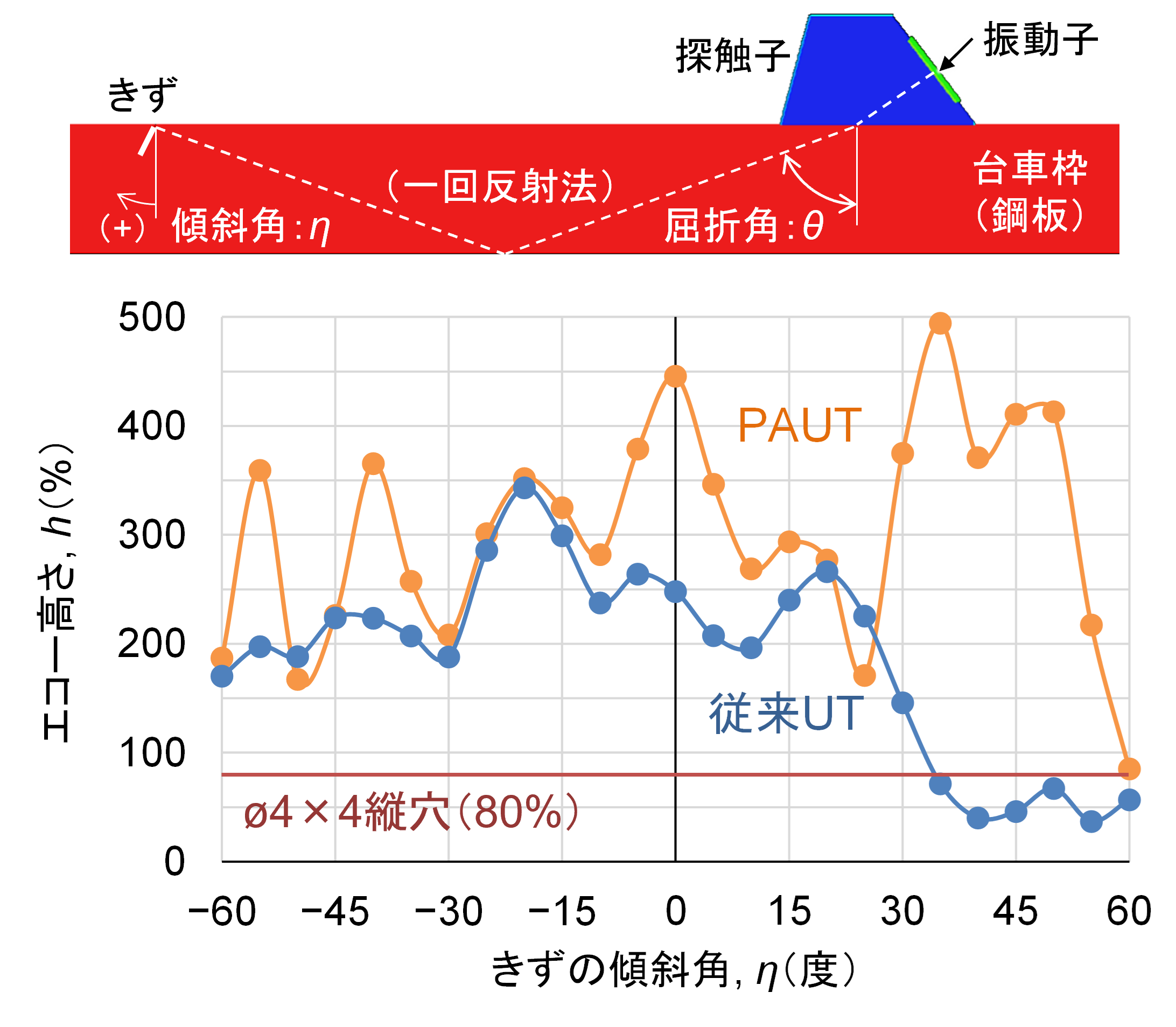 図2 きずの傾斜角とエコー高さとの関係
図2 きずの傾斜角とエコー高さとの関係
4 塗膜厚さによる影響の評価
表面が塗装された部材の超音波探傷では一般的に,塗膜での超音波の減衰や損失を避けるため,探触子を摺動させる箇所の塗膜をはく離してから探傷が行われます。ところが,塗膜のはく離には時間や手間を要するため,省略できることが望まれます。そこで,従来UTとPAUTで,台車枠と同等の鋼材表面に設けた塗膜の厚さを0~1mmの範囲で変化させたときに,探触子から一定距離の反射源(半径50mmの曲面)からのエコー高さを計算し,塗膜厚さがエコー高さに及ぼす影響を評価しました。
計算では,塗膜での超音波の減衰を考慮するため,塗膜層に対して減衰係数α(500dB/m)を設定しました。各塗膜厚さにおいて計算されたエコー高さは,塗膜厚さが0mmのときのエコー高さを100%として,塗膜厚さの増加によるエコー高さの変化の割合を評価しました。
塗膜厚さtpとエコー高さhとの関係を図3に示します。従来UTの計算結果と,PAUTの屈折角θ=40°,50°,60°,70°の結果を代表例として示しました。従来UTでは塗膜厚さの増加に伴ってエコー高さは単調に減少しましたが,PAUTではエコー高さが複雑に変化しました。ただし,いずれの場合も,塗膜厚さが1mmまでの範囲では,エコー高さの減少は20%以内であることが示されました。
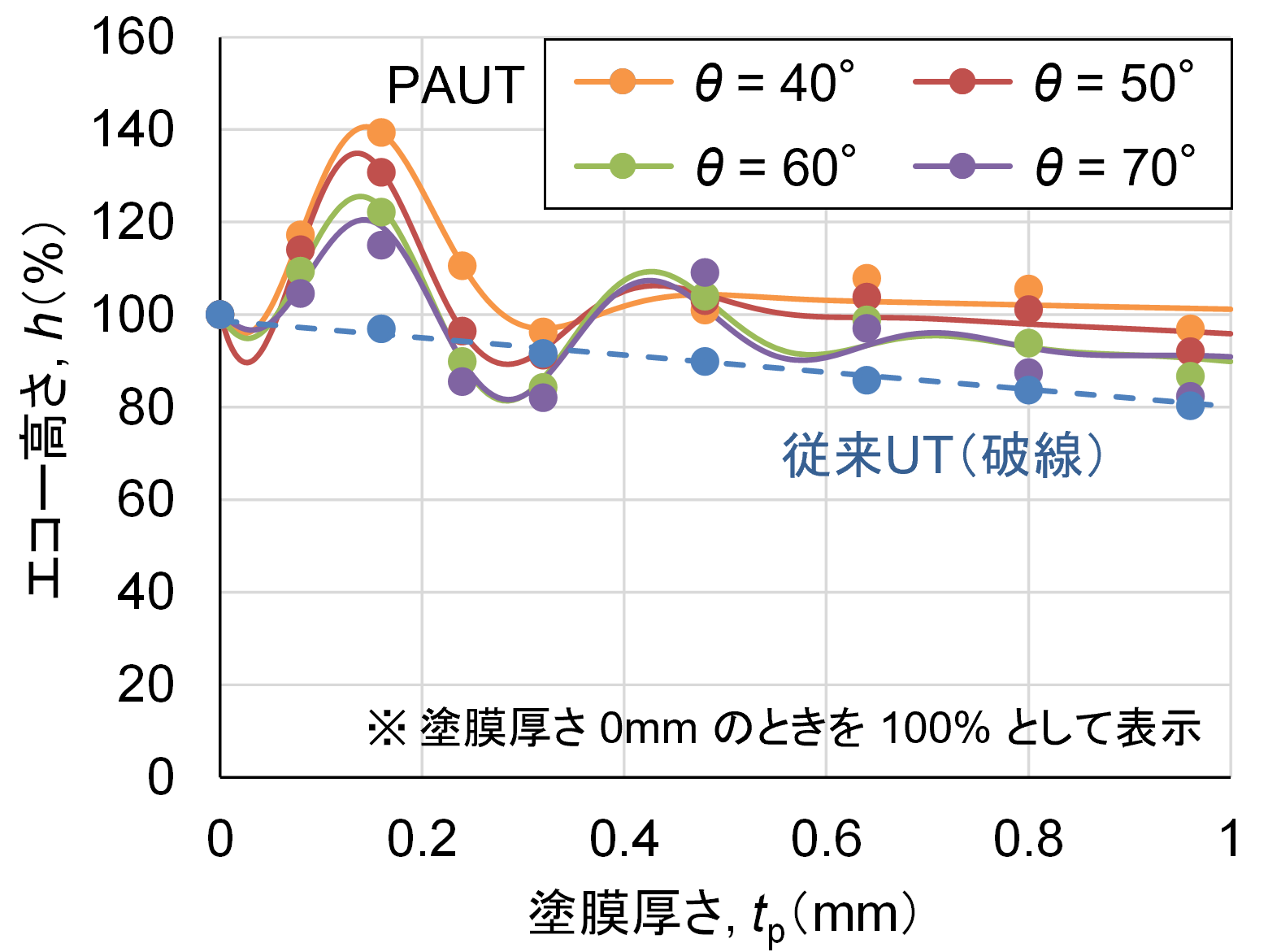 図3 塗膜厚さとエコー高さとの関係
図3 塗膜厚さとエコー高さとの関係
5 実台車枠での探傷試験
ここまで,台車枠に対してPAUTを適用するうえでの課題を従来UTと比較しながら評価しました。本章では,PAUTによる実台車枠での探傷試験に用いた装置の設定と感度調整の方法を説明し,溶接部のきずを映像化した結果を示します。
PAUT探傷装置の構成を図4に示します。探傷装置本体に,斜角探傷用のPAUT探触子(周波数10MHz,素子数32)を接続します。探触子を走査したときの位置情報をエンコーダで記録し,探触子の各位置で取得した断面像を順に並べることで,断面の立体像が構築されます。感度調整では,屈折角40~75°のすべての超音波で一定の反射が得られるように屈折角ごとの感度を調整するとともに,ø4×4mm縦穴のエコー高さが屈折角70°で所定の80%となるように全体の感度を調整しました。
実台車枠の側ばり下面のまくらぎ方向の溶接部に発生させた疲労き裂を,溶接線に沿って一回反射法で探傷した結果を図5に示します。側ばりの断面が平面像,側面像,断面像によって立体的に示されています。得られた映像でエコーが高い領域は溶接線の位置にほぼ一致しており,きずであるか否かが容易に判断できます。エコー高さが80%を超える領域から判断すると,きずの長さは約8mmと評価されました。
 図4 PAUT探傷装置の構成
図4 PAUT探傷装置の構成
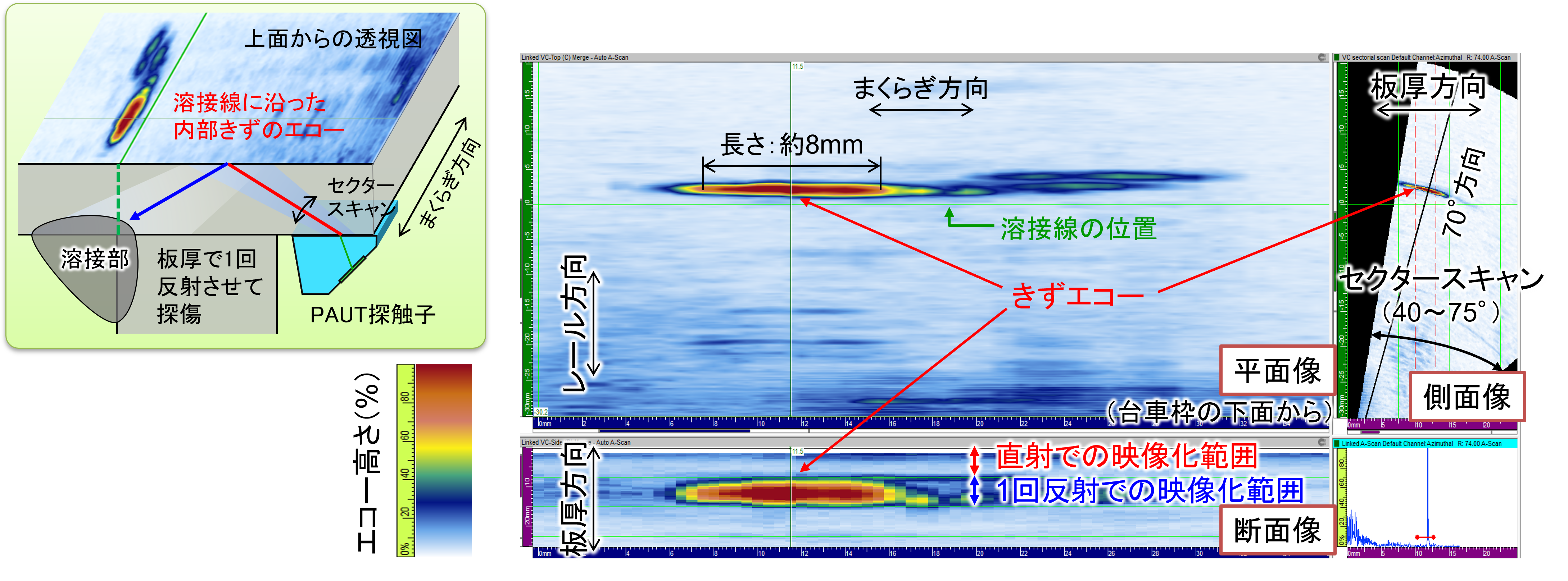 図5 実台車枠の側ばり下面溶接部疲労き裂のPAUT探傷結果
図5 実台車枠の側ばり下面溶接部疲労き裂のPAUT探傷結果
6 まとめ
本稿では,台車枠に対してPAUTを適用する際の課題を評価したうえで,実台車枠へのPAUTの適用例を示しました。PAUTを台車枠の探傷に適用することで,台車枠の溶接部のきずを,従来UTでは実現が難しい「映像化された状態」で検出することができます。これにより,きずの見落としが防がれ,台車枠のさらなる安全性向上に寄与できると考えています。
車両技術研究部 車両強度 主任研究員(上級) 牧野 一成
[研究&開発]画像による地上からの車両床下状態確認手法(上)
1 はじめに
鉄道車両は安全に運転できる状態で使用するために,一定の期間や走行距離に応じた車両の検査を鉄道事業者において定めて実施しています。車両の検査のうち,列車検査または仕業検査(以下,「仕業検査」)は,車両の種類などにより定めた2~10日程度の周期で,列車として運転できる状態で行われます。ブレーキなどの機能を確認するほか,主要部分の状態を外観や音などで確認します。外観の検査は現在,作業員が各部を目視することにより行われており,これを自動で行うことができれば,車両の検査の省人化や省力化が期待できます。仕業検査における車外の外観検査箇所は床下機器に集中しています。そこで鉄道総研では,仕業検査における床下機器の目視確認箇所を対象に,画像を用いて自動で検査する手法を開発しています。今号では,試作した撮影装置について主に紹介し,次号では開発した検査アルゴリズムとその検証結果を紹介します。
なお本研究は,九州旅客鉄道株式会社および西日本旅客鉄道株式会社の関係者に多大なご協力をいただいて実施したものです。
2 割り込みが発生し得る揚力の限界値
2.1 撮影手法の検討
仕業検査における床下機器の検査は,車両の側面から作業員が確認できる箇所を対象に行われています。そのため,地上に固定したカメラで通過する車両の床下機器の側面を連続的に撮影することにより,検査に必要な画像を効率的に取得できると考えられます。そこで,図1に示す撮影手法を提案します。レーザードップラー速度計は,対象物から反射してくるレーザー光の波長が,対象物の動きによって変わることを利用して,対象物の速度を測るセンサーです。車両の速度を測りながら車両の進んだ距離を計算し,一定距離進むごとにパルス信号をラインセンサーカメラに送ります。ラインセンサーカメラは, 一般的なカメラと異なり縦一列の画像を高解像度で撮影します。レーザードップラー速度計からパルス信号を受け取るたびに高速で撮影し,画像を横につなぎ合わせていきます。これによって,車両の通過速度によらず縦にも横にも高い解像度の連続画像を得ることができます。記録用コンピューターは,ラインセンサーカメラから画像を受け取って保存します。ライン照明は,ラインセンサーカメラの縦長の撮影範囲を強力に照らします。
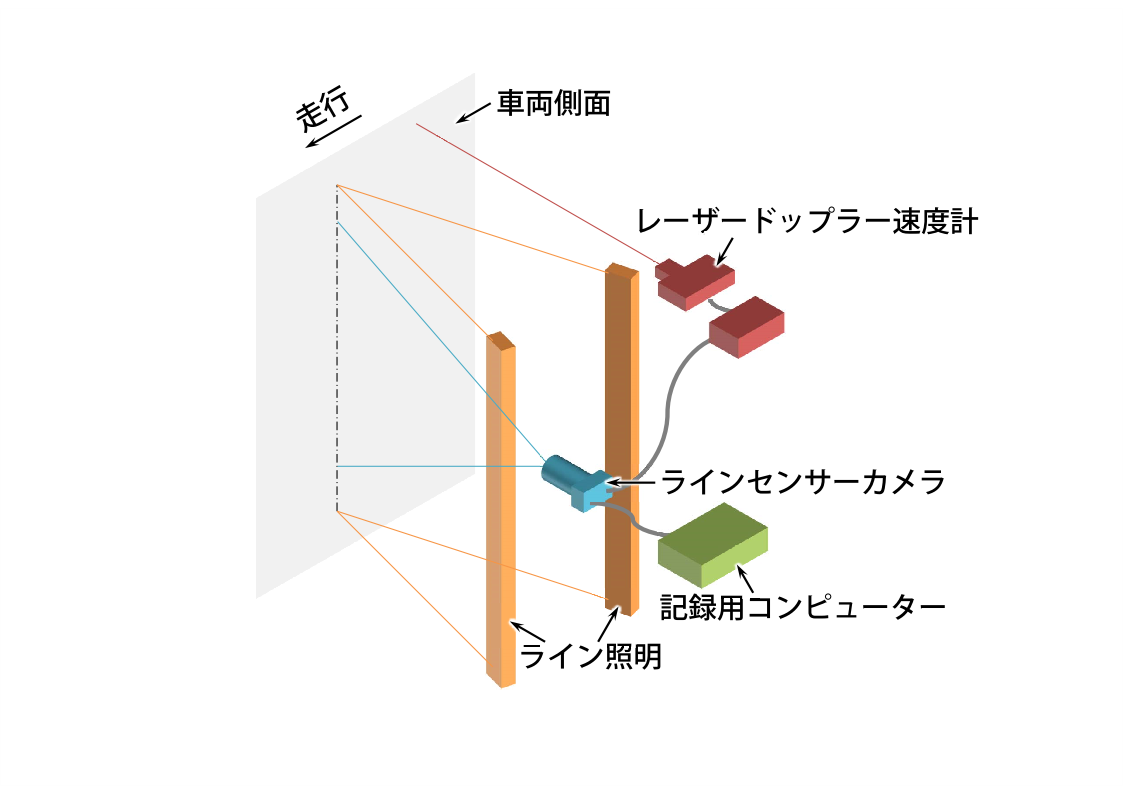 図1 車両床下撮影装置の機器構成
図1 車両床下撮影装置の機器構成
2.2 撮影装置の仕様検討
撮影装置の仕様を検討するため,図1に示した撮影機器を用いて条件を変えながら実車両を撮影する試験を実施しました。一般に画像検査の性能は照明に大きく依存するため,本試験では,照明とカメラの向きが平行に近い「順光」(図2(a)),水平方向に角度を持った「片側斜光」(図2(b)),同様の角度で両側に照明を配置した「両側斜光」(図2(c))の3条件で撮影しました。
撮影画像の例を図3に示します。順光では,図3(a)に示すように,照明が反射する部分に白飛びが発生しました。特に,床下機器表面の汚れが少ない車両で顕著でした。白飛びを防ぐために露出を下げて撮影すると,ほかの部分が黒つぶれしました。白飛びや黒つぶれは撮影後に補正できないため,状態確認に必要な情報が失われる可能性があります。
これに対し,片側斜光では,床下機器表面の汚れの少ない車両であっても白飛びはほとんどみられませんでした。一方,図3(b)に示すように,手前にある部品や凸部に遮られて照明の反対側に影ができます。一般に片側斜光は,きずなどの凹凸の検出に適していますが,床下機器のように奥行きの深い対象物では,影の影響を大きく受けるため,その部分の検査が困難になることが懸念されます。
両側斜光では,片側斜光に比べ,わずかな凹凸は見えにくくなるものの,片側斜光で生じたような顕著な影はみられませんでした。そこで,床下機器の画像検査に適した照明として,図2(c)に示す両側斜光を選定しました。このほか,良好に撮影できる各機器の仕様や配置などを選定しました。
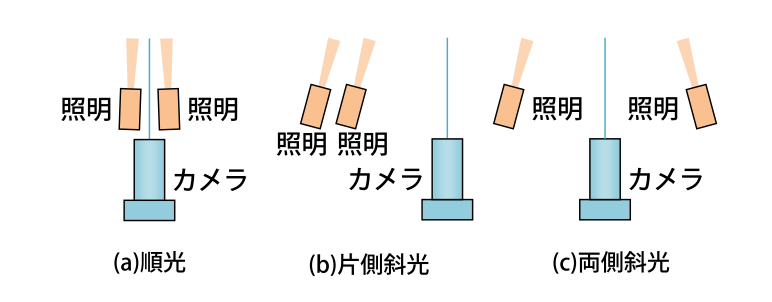 図2 照明条件(上から見た図)
図2 照明条件(上から見た図)
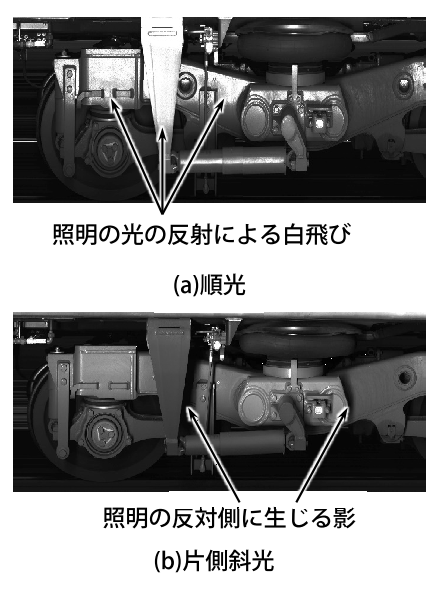 図3 照明条件の異なる撮影画像の比較
図3 照明条件の異なる撮影画像の比較
2.3 撮影装置の試作
選定した仕様で撮影機器を一つの筐体に納める構造を検討し,図4に示す撮影装置を試作しました。筐体は防滴構造とし,軌道側の全面を透明のアクリル板を用いた窓としました。レーザードップラー速度計は,本体が防水仕様であることと,撮影試験において条件を柔軟に設定できるよう考慮し,今回は筐体の上に配置しました。
 図4 試作した車両床下撮影装置
図4 試作した車両床下撮影装置
2.4 実車両の撮影による機能確認
試作した撮影装置を車両基地の屋外に仮設し(図5),撮影装置の前を25km/h以下で通過する複数の車両形式の入換車両を延べ621両撮影しました。天候は晴れでした。日中と夜のそれぞれの撮影画像に明るさ補正処理を施した例を図6に示します。この試験の結果から,太陽光,車両通過速度,車両形式によらず,開発した撮影装置を用いて車両側面の精細な連続画像が得られることを確認しました。
 図5 試作した撮影装置による撮影試験
図5 試作した撮影装置による撮影試験
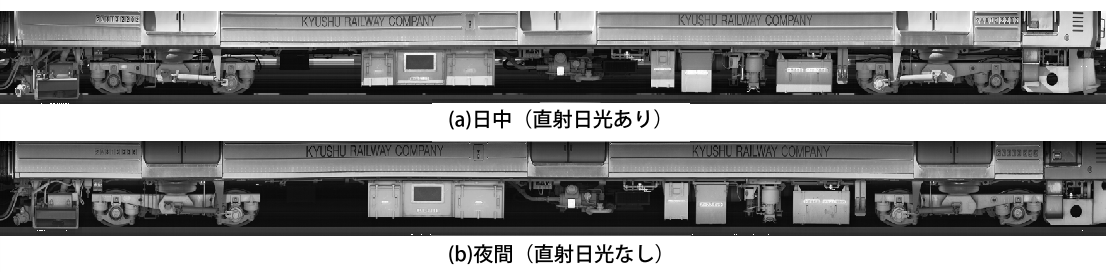 図6 明るさ補正後の撮影画像
図6 明るさ補正後の撮影画像
3 おわりに
今号では車両床下撮影装置の構成と仕様,試作装置で得られた車両画像の一例を紹介しました。次号では,撮影した画像から外観の異常を検出するアルゴリズムと,異常を模擬した車両を撮影して診断性能を検証した結果を紹介します。
車両技術研究部 車両運動 主任研究員 小島 崇
[解説]ディーゼルエンジン用バイオ燃料の現状
1 はじめに
2020年に,日本政府は「2050年までに,温室効果ガスの排出を全体としてゼロにする,すなわち2050年カーボンニュートラル,脱炭素社会の実現を目指すこと」を宣言しました。
このような脱炭素化を進めるために,経産省が主導してカーボンリサイクル技術のロードマップ1)を作成しており,その中ではバイオディーゼル燃料(Bio Diesel Fuel,以下「バイオ燃料」)や合成燃料(e-fuel)などが軽油の代替燃料として取り上げられています。このうち,バイオ燃料については,原料となる植物が成長過程で二酸化炭素を吸収しますので,燃焼で二酸化炭素が発生してもトータルでは大気中の二酸化炭素は増加せず,二酸化炭素排出量はカウントしないという「カーボンニュートラル」の考え方(図1)が適用されます。
鉄道の二酸化炭素排出量は自動車などに比べて非常に少ないのですが,二酸化炭素などの温室効果ガス削減に向けて,鉄道でもバイオ燃料の使用に向けた検討が行われています。ここでは,バイオ燃料の種類について紹介します。
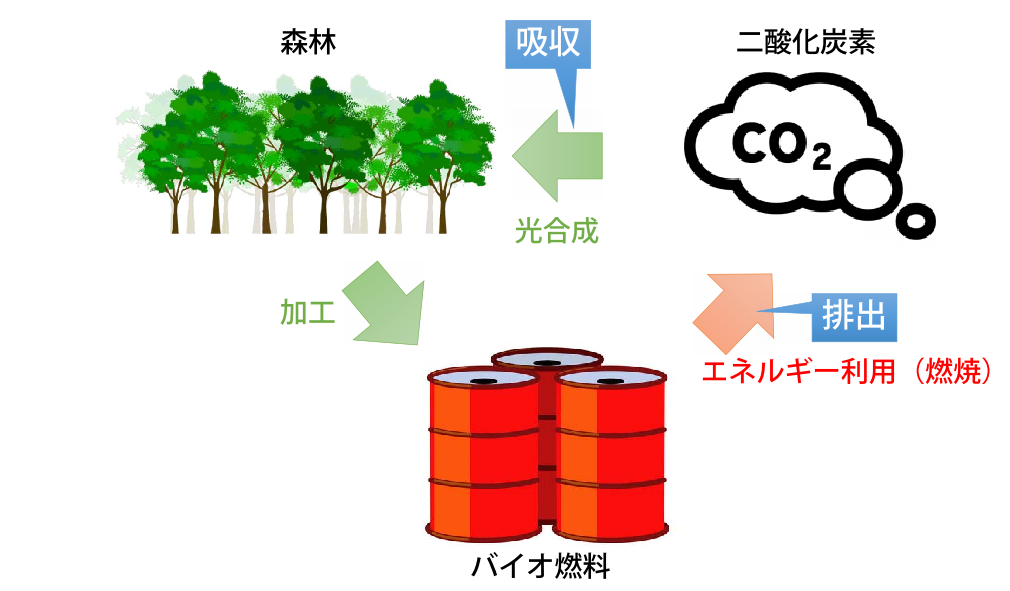 図1 バイオ燃料におけるカーボンニュートラルの考え方
図1 バイオ燃料におけるカーボンニュートラルの考え方
2 バイオ燃料
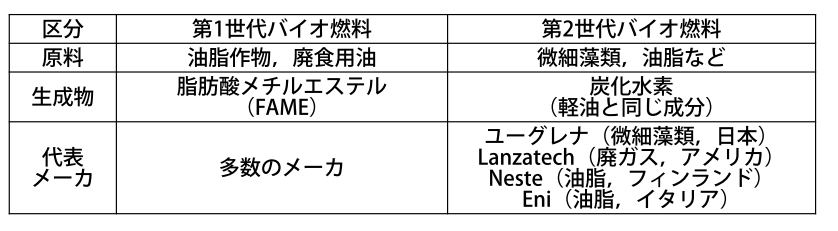
バイオマスとは,動植物などから生まれた生物資源の総称で,これらの資源から作られる燃料をバイオマス燃料と呼びます。バイオマスの中でディーゼルエンジンに使用する燃料を本稿ではバイオ燃料と呼びます。バイオ燃料の分類については諸説ありますが,ここでは第1世代,第2世代の2つのカテゴリーに分類し,それぞれの燃料の特徴を表1に示します。
第1世代バイオ燃料は植物油などを原材料として作られるため,食糧との競合問題が常に論争の的となってきました。また,燃料としての品質の観点からも課題があります。そのため日本でも導入事例はありますが,全国で本格的に普及するまでには至っていません。
第2世代バイオ燃料はセルロース系バイオマス,微細藻類,都市ごみ・廃ガス,廃食油・油脂など食糧と競合しない様々な原料を用いた次世代のバイオ燃料です。第2世代は軽油と同じく酸素を含まない炭化水素燃料であり,既存のインフラ設備と高い親和性を持つなどの利点があります。
表1 バイオディーゼル燃料一覧
2.1 第1世代バイオ燃料
第1世代バイオ燃料は菜種油,大豆油などの植物油や廃食油から生成されます。これらの植物油は一般に高粘度であるため,化学処理を施し脂肪酸メチルエステル(FAME:Fatty Acid Methyl Ester)という軽油に近い物性の物質に変換して使用します。原料や
精製状況によってFAMEの性状に差異が発生します。そのため,FAMEによってはゴムや樹脂の劣化やフィルタの目詰まりなどのデメリットが発生します。
2009年に国土交通省は高濃度バイオディーゼル燃料などの使用に関するガイドラインを出しており2),軽油に5%のFAMEを混合した燃料までなら通常の軽油と同じ使い方が可能であると明記されています。
2.2 第2世代バイオ燃料
第2世代バイオ燃料は様々な原料と加工方法の組み合わせによって製造されますが,いずれの手法でも軽油と同じ炭化水素燃料が生成されます。また,第1世代のFAMEで述べたようなデメリットは発生しにくく,軽油の置き換えとして利用されることが期待されます。第2世代のバイオ燃料は様々な原料や製造方法がありますが,ここでは代表例として2つの原材料に対する製造方法を述べます。
2.2.1 微細藻類
藻類は植物と同様に光合成で増殖し,光合成の過程で二酸化炭素を吸収するため,温室効果ガスの削減に貢献できます。また,微細藻類を利用するメリットとしては,単位面積当たりの油脂などの生産量が高いことや高等植物の栽培に適さない土地も利用できることなどがあげられます。日本のユーグレナ社は,図2に示すような製造工程でバイオ燃料と飛行機に使用できるバイオジェット燃料の両方を生産しています3),4)。
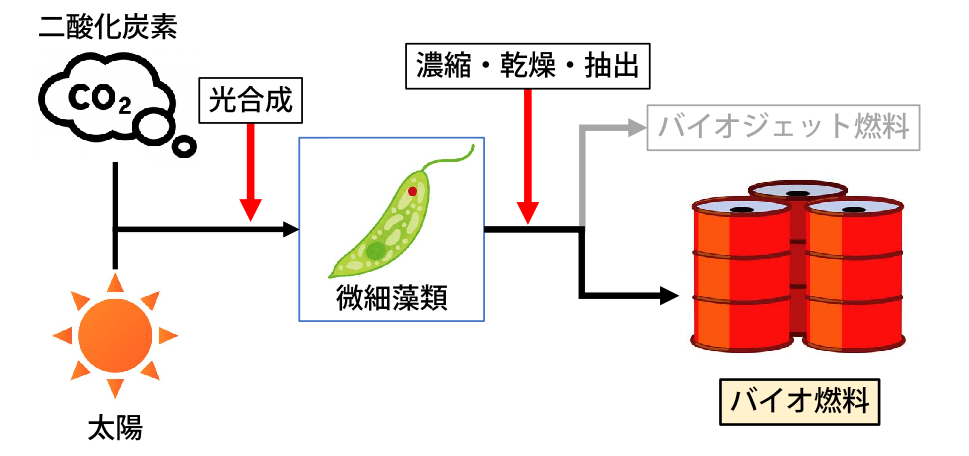 図2 微細藻類の製造工程
図2 微細藻類の製造工程
2.2.2 廃食油・油脂
廃食油や非食用油脂を水素化処理して生成されるバイオ燃料をHVO(Hydrotreated Vegetable Oil)と呼びます。水素化処理は石油精製に使用されている一般的な技術であり,既存のインフラ設備を利用できるため,新規参入時にコストや工事期間を抑えられるといった利点があります。
図3に示すように,FAMEと同じく廃食油を使用しますが,製造工程が異なり,エステル化ではなく水素化することによって,酸化に対して安定になるなど物性が向上します。そのため,FAMEよりも低温性能が優れ,燃えやすさを示すセタン価は軽油よりも高く,硫黄分をほとんど含まないといった特徴があります。
フィンランドのNeste社やイタリアのEni社などヨーロッパでは多くの企業がHVOの製造プラントを所有しており,大量生産の体制を整えています5)。
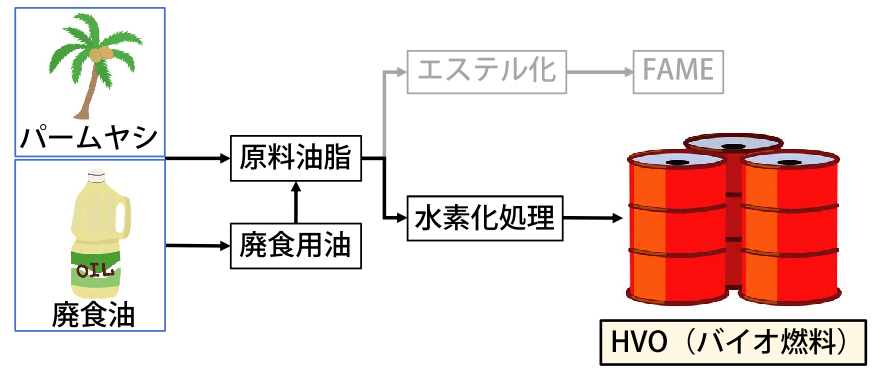 図3 廃食油・油脂からの製造工程
図3 廃食油・油脂からの製造工程
3 おわりに
2050年のカーボンニュートラルに向けて,軽油に代わる燃料として期待されているバイオ燃料の開発状況について現状をまとめました。FAMEは商用化に至っていますが,部品の劣化に繋がるなどの課題がありす。一方,軽油と同じ炭化水素燃料であり,食糧と競合しない原料を使用する第2世代のバイオ燃料が本格的な代替燃料として期待されています。
国内鉄道に関しては,バイオ燃料の導入に向けて国土交通省の公募テーマにより,鉄道総研とJR7社が共同で技術開発を実施しております。ディーゼルエンジンの性能試験と長期走行試験を実施して性能評価を行い,その実用化と普及につなげることを目指しています6),7)。また,車両のディーゼルエンジンにバイオ燃料を適用して走行試験を行い,その実用性の検証などを実施している事業者もあります8)。バイオ燃料の本格的な使用に向けて,ますます動きが加速していくと考えています。
参考文献
1)経済産業省:カーボンリサイクル技術ロードマップ
2)国土交通省:「高濃度バイオディーゼル燃料等の使用による車両不具合等防止のためのガイドライン」を制定しました,https://www.mlit.go.jp/report/press/jidosha10_hh_000025.html
3)ユーグレナHP:ユーグレナ社のバイオ燃料『サステオ』,https://www.euglena.jp/businessrd/energy/susteo/
4)経済産業省:次世代火力発電の早期実現に向けた協議会(第2回配布資料2-4),https://www.meti.go.jp/committee/kenkyukai/energy_environment/jisedai_karyoku/pdf/002_02_04.pdf
5)Neste社:Neste Renewable Diesel Handbook,https://www.neste.com/sites/default/files/attachments/neste_renewable_diesel_handbook.pdf
6)国土交通省:鉄道技術開発・普及促進制度における新規技術開発課題が決定しました~鉄道車両におけるバイオディーゼル燃料の導入に向けた技術開発を推進~,https://www.mlit.go.jp/report/press/tetsudo07_hh_000226.html
7)JR西日本: 次世代バイオディーゼル燃料の導入に向けた実証実験開始,https://www.westjr.co.jp/press/article/items/220824_03_press_baio.pdf
8)JR東海:次世代バイオディーゼル燃料の実用性検証試験の実施について,https://jr-central.co.jp/news/release/pdf/000041713.pdf
車両技術研究部 駆動システム 副主任研究員 高重 達郎