20. Rail gas pressure welding method of low upset length without the process of bulge removal by hot shearing
Gas pressure welding is a major welding method, accounting for approximately 40% of all rail welding execution in Japan. The current method sets the standard upset length during gas pressure welding at "24 mm or more." The bulge created by upset needs to be removed by hot shearing using a bulge removal device (145 kg) brought to the site.
This process of bulge removal by hot shearing requires skilled techniques, and there is a potential risk of hot cracks on the weld interface due to the shear force generated during the bulge removal by hot shearing.
With the decrease in skilled technicians in recent years, there is a growing demand for a gas pressure welding method that can eliminate the process of bulge removal by hot shearing.
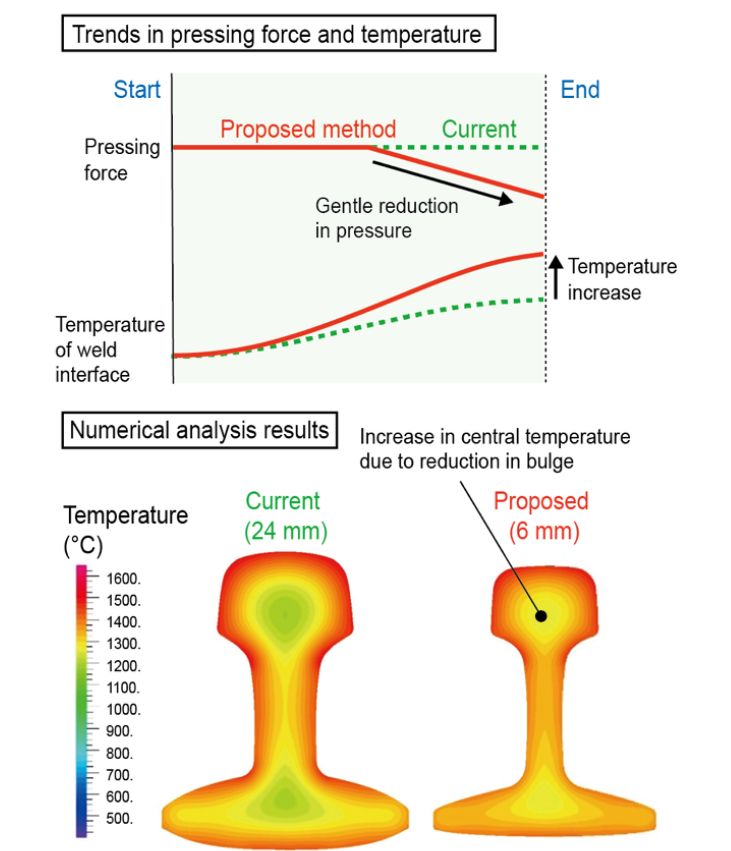
Therefore, various pressure patterns were examined using numerical analysis methods. By gradually reducing the pressing force during the welding process to reduce the upset length while increasing the temperature of the weld interface, a new method (variable pressure method) was developed that achieves weld strength equivalent to conventional methods (Figure 1).
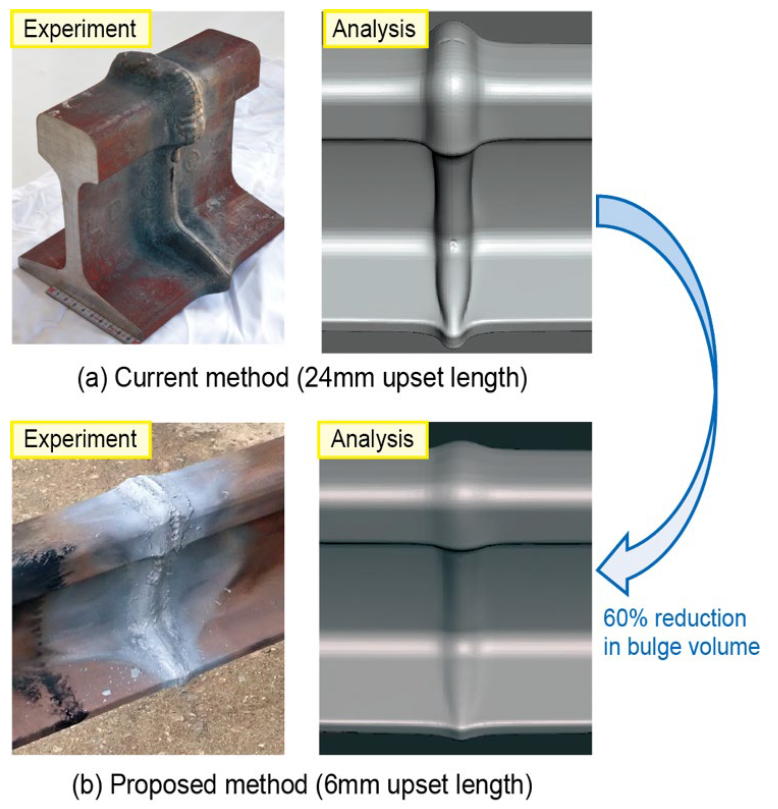
With this method, the upset length can be reduced to 6 mm, and the bulge at the weldment can be reduced by 60% (Figure 2), allowing the bulge to be removed by grinding alone.
This results in a 40% reduction in the weight of the existing gas pressure welding apparatus and a 30% reduction in execution costs. In addition, we have also prepared an execution guide that summarizes the above.
In the future, we will work to automate the rail gas pressure welding method using this technique.
Other Contents
- 11. Emergency diagnosis method for scour damaged bridges
- 12. Low-cost girder movement restriction device provides improved restorability for existing steel railway bridges
- 13. Rebars arrangement method for joints of RC viaducts with considering the labor saving in construction
- 14. Back-side construction method for reinforced soil retaining walls applicable to narrow areas
- 15. Cylindrical roller bearings with ribs for conventional line electric railcar gear unit and its performance evaluation
- 16. Core image analysis technology for utilizing train-front images
- 17. Inspection support system using images of tunnel walls
- 18. Simple onboard track patrol support method using smartphones
- 19. Non-screw plate-shaped spring clip rail fastening method
- 20. Rail gas pressure welding method of low upset length without the process of bulge removal by hot shearing
- 21. System for prestressed concrete (PC) sleeper evaluation of health, focusing on vertical cracks
- 22. An automatic generation method of maintenance worker schedules at stations and depots
- 11. Emergency diagnosis method for scour damaged bridges
- 12. Low-cost girder movement restriction device provides improved restorability for existing steel railway bridges
- 13. Rebars arrangement method for joints of RC viaducts with considering the labor saving in construction
- 14. Back-side construction method for reinforced soil retaining walls applicable to narrow areas
- 15. Cylindrical roller bearings with ribs for conventional line electric railcar gear unit and its performance evaluation
- 16. Core image analysis technology for utilizing train-front images
- 17. Inspection support system using images of tunnel walls
- 18. Simple onboard track patrol support method using smartphones
- 19. Non-screw plate-shaped spring clip rail fastening method
- 20. Rail gas pressure welding method of low upset length without the process of bulge removal by hot shearing
- 21. System for prestressed concrete (PC) sleeper evaluation of health, focusing on vertical cracks
- 22. An automatic generation method of maintenance worker schedules at stations and depots