レールガス圧接の自動化に向けた取組み
1.はじめに
ガス圧接法は、主要なレール溶接法として適用されていますが、接合面であるレール端面の研削作業工程やバーナーによるレール加熱作業工程において、熟練技能が必要とされています。そのため、近年の社会情勢の変化による熟練作業者不足が予測される中、ガス圧接部の品質を確保しつつ、これら技能を要する作業工程の脱技能化を図る必要があります。そこで、鉄道総研ではレールガス圧接法の自動化に向けた種々の研究開発を実施しています。
2.レールガス圧接用バーナ自動揺動装置の開発
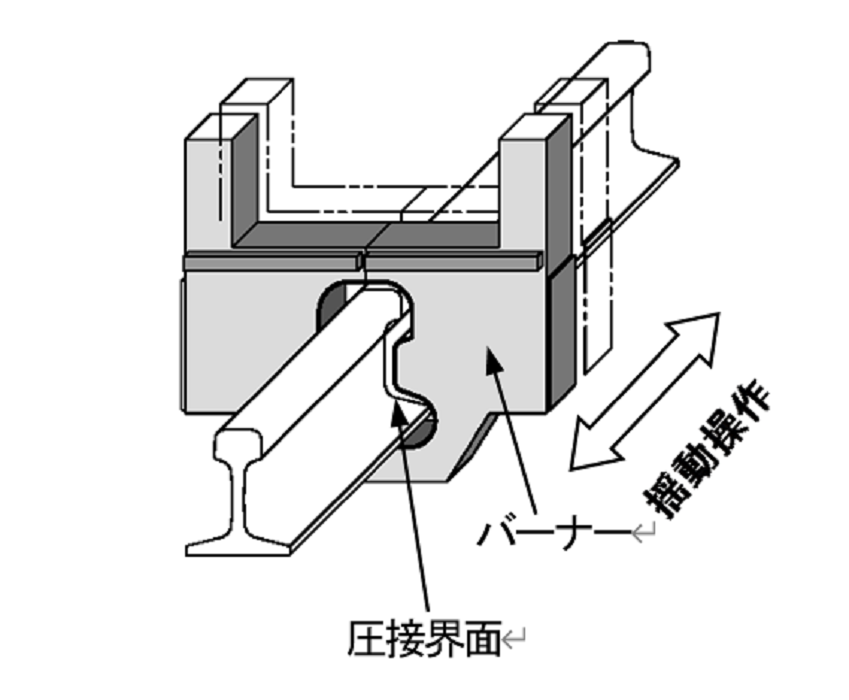
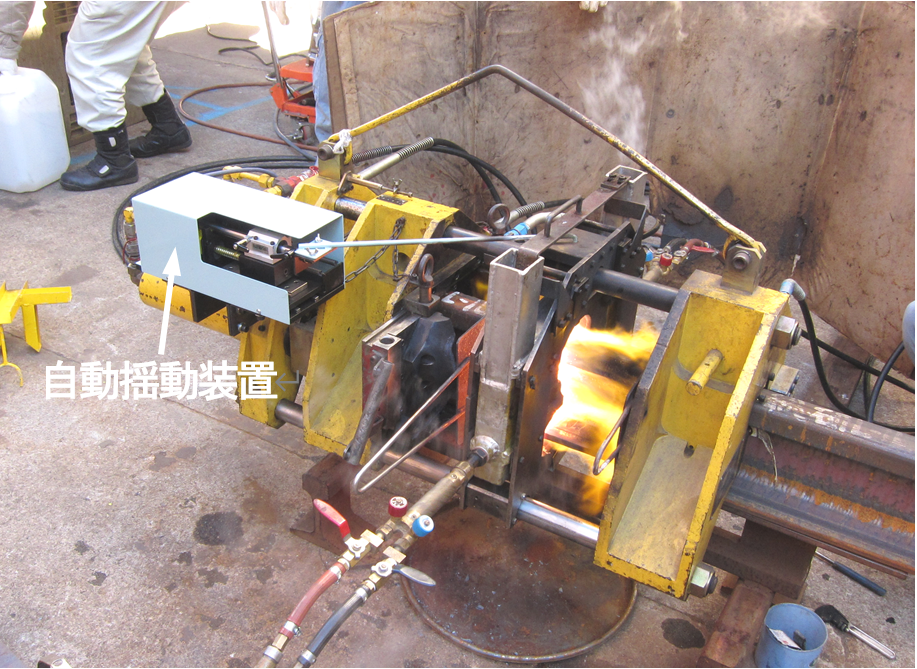
ガス圧接の加熱作業工程では、バーナーによる加熱位置が圧接界面に合致するように作業を実施する必要があり、集中加熱を継続した場合、レール表面が過剰に溶融し滴下します。よって、これを防ぐため、加熱作業工程の中盤から終盤にかけて、バーナーを圧接界面を中心としてレール長手方向に往復運動(バーナー揺動操作)させることが不可欠となります。そこで、加熱工程のスキルフリー化を図る目的から、バーナ自動揺動装置を開発しました。
当装置は、バーナーと揺動ブロックを連結棒で接続し、揺動ブロックを往復運動させることでバーナーの揺動を達成します。また、ガス圧接工程では、圧縮変形に伴い圧接界面が移動しますが、当揺動装置は、圧接界面の移動に追随してバーナーの揺動中心を移動させる機構も有しています。
3.レールガス圧接の加熱変形解析モデルの構築
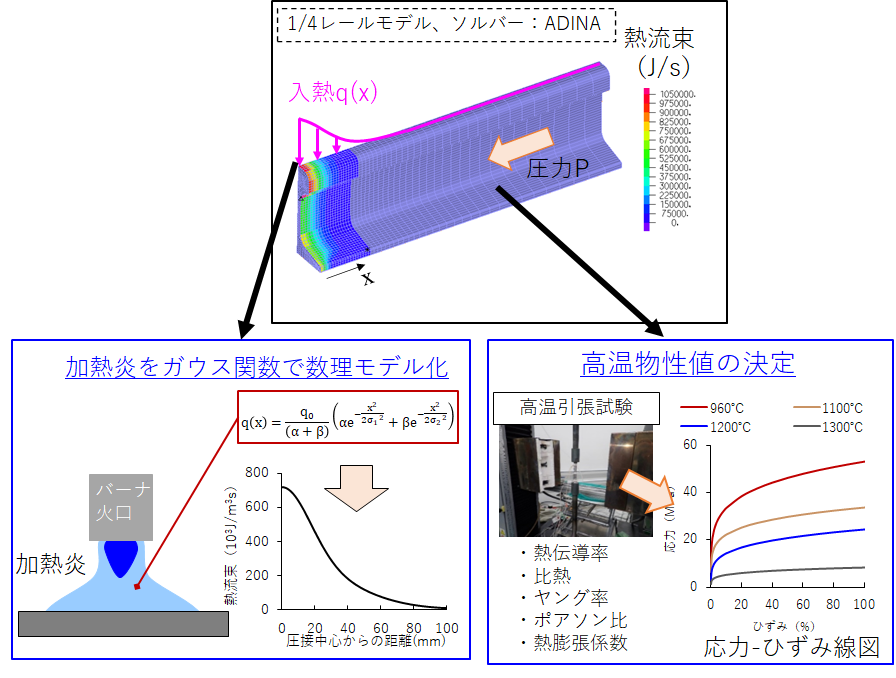
ガス圧接法は、ガス炎による部材外周からの加熱による接合界面温度の上昇、および部材軸方向への加圧に伴う接合界面の塑性変形により、接合界面の酸化介在物を分断・微細化し、金属結合を達成させる手法です。これまで、接合界面の酸化介在物量を低減するため、加熱バーナの改良などが提案され、一定の効果が得られています。しかしながら、ガス圧接時の接合界面の変形挙動や塑性変形による介在物の分断・微細化過程については明らかになっておらず、現状では変形状況を改善する圧接条件等の提案には至っていません。
そこで、数値計算を用いてレールガス圧接部の加熱変形解析モデルを構築しました。本モデルにより、レールガス圧接部の変形状況が明らかになると共に、変形状況を考慮した新たなガス圧接条件の検討を効率的に実施することが可能となります。
※上記の動画は外部の動画サイトの埋め込みリンクです。