16. 施工時間を短縮したレール頭部きず補修工法
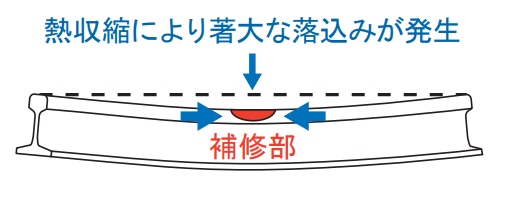
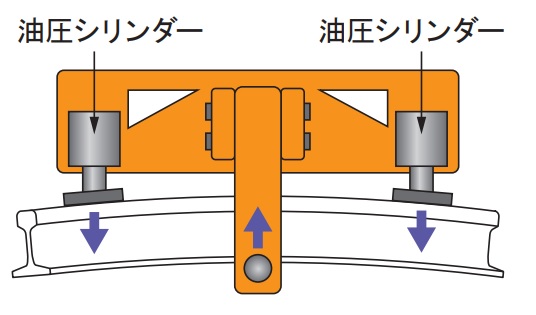
レール頭部きず補修工法は、レール頭部の不良箇所を局所的に除去し、溶鋼を流し込んで埋め戻す工法であり、低コストなレールきず補修工法として各鉄道事業者において試験施工や本格導入が進められています。 本工法は、レール頭部のみに熱を加えるため、補修部の熱収縮によって冷却後に大きな落込みが生じることから(図1)、溶鋼注入後の高温状態において、落込み量を見越して補修部を上方に曲げ上げること ( 熱間矯正 ) によって熱収縮の影響を防止しています(図 2)。
しかしながら、これまでの熱間矯正作業は、
(1) 作業者が専用定規により目視でレール変形量を測定しながら油圧ポンプを操作するため、高い熟練技能が必要。
(2) レールを過大に曲げ上げてしまうことがあり、その結果、グラインダー仕上げ作業に長時間を要するため、約4時間の作業時間を確保する必要がある。などの課題があり、本工法の普及を図る上で大きな障壁となっていました。
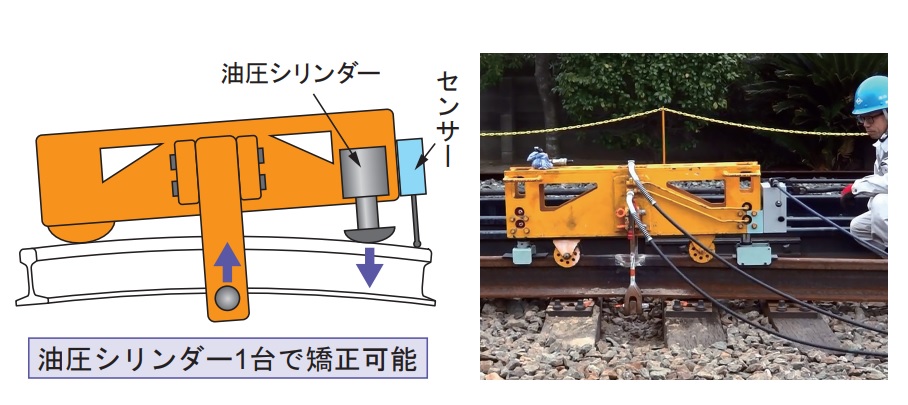
そこで、レール頭部きず補修工法の脱技能化を目的として、自動制御式レール熱間矯正機を開発しました (図3)。
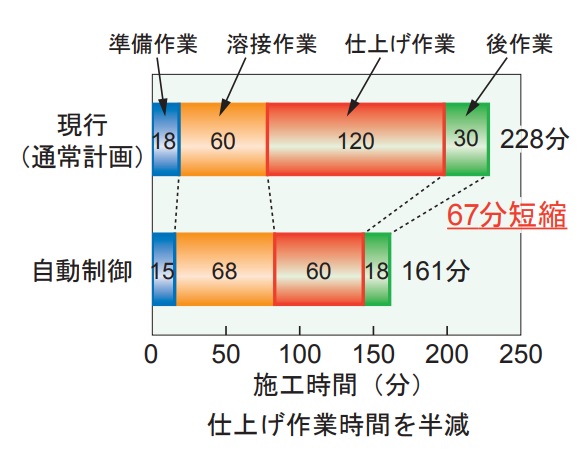
本装置は、熟練者でなくとも確実かつ迅速にレールの熱間矯正作業が可能であり、構造を簡略化して油圧シリンダーを1基とし、軽量化・低コスト化を図っています。本装置を使用した営業線での試験施工の結果、約160分の作業時間で施工が可能であることが確認され、レール矯正作業時に過大に曲げ上げるリスクが無くなったことを踏まえて、レール頭部きず補修工法の作業時間を60分以上短縮することが可能となりました (図4)。
また、全国の鉄道事業者への普及に不可欠な資格認定制度の整備を支援するため、レール頭部きず補修工法の施工のポイントをまとめた「施工の手引き」を編纂しました。