8. テルミット溶接部の折損を防止するための工法および検査・補強方法
レール溶接法の一つであるテルミット溶接法は、在来線で約50年の使用実績があり、実用上十分な強度を備えています。しかし、他のレール溶接法と比べて曲げ疲労強度が相対的に低いこと、また施工時に稀に発生する凝固割れ(溶鋼の凝固段階でレールがわずかに外側に動くことで発生する溶接欠陥)を超音波探傷検査で見落とした場合に、早期折損につながるおそれがあることから、輸送障害の影響が大きい新幹線高速区間での適用が見送られてきました。
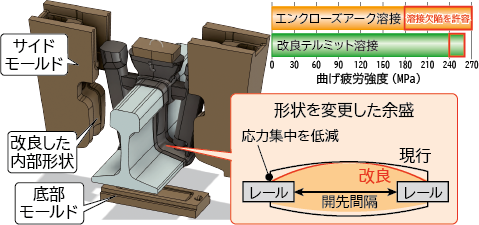
そこで、新幹線高速区間にも適用可能な改良テルミット溶接工法を提案しました。具体的には、余盛止端部の応力集中を低減するため、3分割モールドの内部形状を改良し、曲げ疲労強度を20%以上向上させ、新幹線の主な現場溶接法であるエンクローズアーク溶接( 現行溶接法) とほぼ同等にしました(図1)。
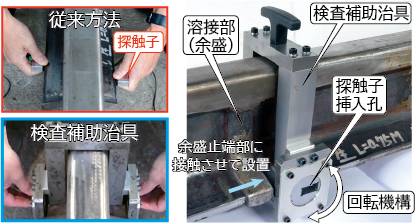
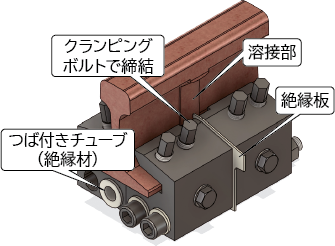
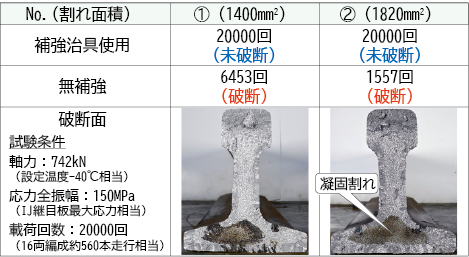
また、万が一溶接部に凝固割れが発生した場合でも、施工後の超音波探傷検査で容易に割れを検知できる検査補助治具を開発しました(図2)。本治具は、探触子の首振り走査および適切な保持を支援することで、割れ検知に必要な熟練技能を低減します。さらに、凝固割れが発生したテルミット溶接部でも、レール交換が可能な次の夜間まで、通常速度で列車が走行可能な補強治具を開発しました(図3、表1)。
本工法により、テルミット溶接部の折損を防ぎ、溶接部の信頼性を大きく向上させることで、安定輸送を維持しつつ、高度な技能を要する現行溶接法に比べて、作業員とコストを約3割低減できます。
その他の関連コンテンツ
- 7. 車軸軸受で発生するフレッチング摩耗の抑制手法
- 8. テルミット溶接部の折損を防止するための工法および検査・補強方法
- 9. ガイド波を用いたレール頭部横裂検知システム
- 10. 打音判定AI とハンマー自動追跡による剥落健全度判定の自動化
- 11. 施工時の沈下量情報を活用した盛土の品質管理法
- 12. 高速車両からの落雪による信号設備の被害推定表示ツール
- 13. 前方画像によるホーム位置計測手法
- 14. 高頻度検査対象の架線設備の異常スクリーニング手法
- 15. 電気転てつ機の故障要因探索法
- 16. CGシミュレーションを活用したカメラ・センサによる検査システムの性能評価手法
- 17. 営業列車を用いた3次元線路空間データの構築手法
- 18. 安全確認型列車制御システム
- 19. 動力車操縦者養成のリモート講義における受講生の理解度可視化システム
選択してください
- 7. 車軸軸受で発生するフレッチング摩耗の抑制手法
- 8. テルミット溶接部の折損を防止するための工法および検査・補強方法
- 9. ガイド波を用いたレール頭部横裂検知システム
- 10. 打音判定AI とハンマー自動追跡による剥落健全度判定の自動化
- 11. 施工時の沈下量情報を活用した盛土の品質管理法
- 12. 高速車両からの落雪による信号設備の被害推定表示ツール
- 13. 前方画像によるホーム位置計測手法
- 14. 高頻度検査対象の架線設備の異常スクリーニング手法
- 15. 電気転てつ機の故障要因探索法
- 16. CGシミュレーションを活用したカメラ・センサによる検査システムの性能評価手法
- 17. 営業列車を用いた3次元線路空間データの構築手法
- 18. 安全確認型列車制御システム
- 19. 動力車操縦者養成のリモート講義における受講生の理解度可視化システム