20. 押抜き工程を不要とする低圧縮量レールガス圧接工法
ガス圧接工法は国内のレール溶接施工の約40%を占める主要な溶接法です。
現行の手法では圧接時の圧縮量「24mm以上」を標準としています。
圧縮によって生じた余盛は、現場に持ち込んだ押抜き装置(145kg)により除去する必要がありますが、この押抜き工程には熟練技術を要し、特に、押抜き時に生じるせん断力によって接合面に押抜き割れが生じる可能性があります。
昨今は熟練技術者が減少しつつあるため、この押抜き工程を省略できるガス圧接工法が求められています。
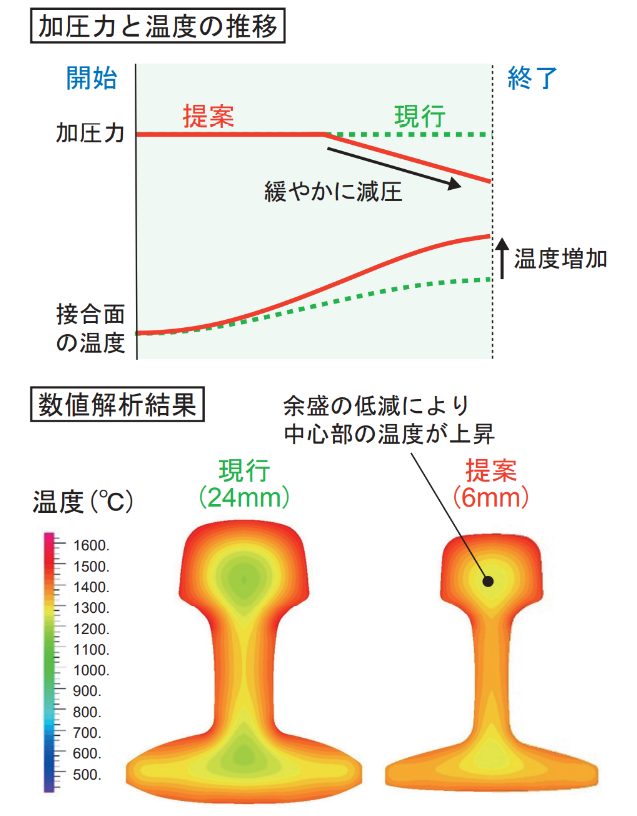
そこで、数値解析手法により種々の加減圧パターンを検討し、加圧途中で加圧力を緩やかに下げることで圧縮量を抑えつつ接合面の温度を増加させ、従来と同等の継手強度が得られる方法(変圧法)を考案しました(図1)。
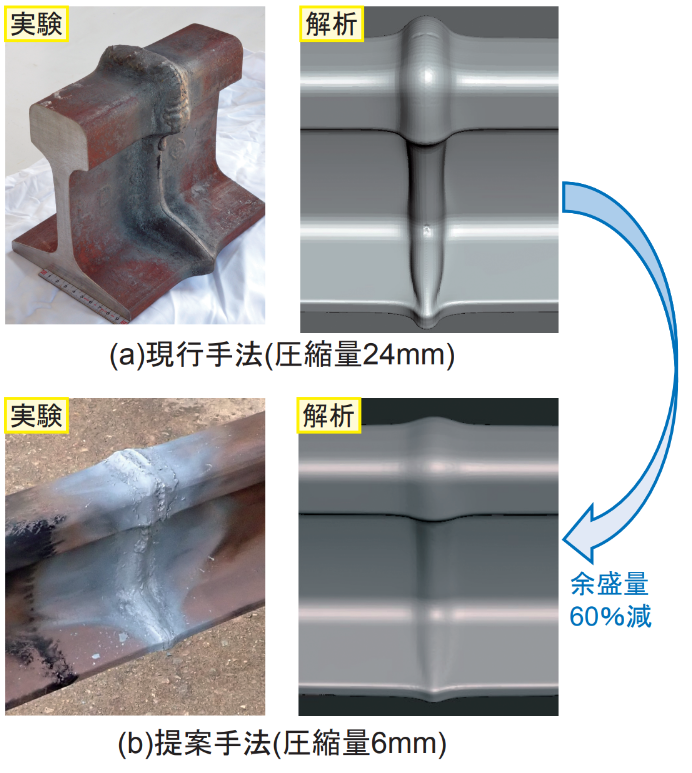
本手法により、圧縮量を6mm とし、余盛量を60%減らすことができ(図2)、グラインダによる研磨のみで余盛を除去できるようになります。
これにより、既存のガス圧接装置一式の重量を40%、施工コストを30%削減できます。
併せて、これらをまとめた施工の手引きも作成しました。
今後、本手法を用いたレールガス圧接工法の自動化に取り組みます。
その他の関連コンテンツ
- 11. 洗掘被災橋梁の緊急診断法
- 12. 既設鋼鉄道橋の復旧性を高めた低コストな桁移動制限装置
- 13. 施工の省力化を考慮した高架橋接合部の配筋方法
- 14. 狭隘箇所に適用可能な補強土擁壁の背面施工法
- 15. 在来線電車歯車装置用つば付き円筒ころ軸受構造とその性能評価
- 16. 列車前方画像活用のための画像解析コア技術
- 17. トンネル壁面の画像を用いた検査支援システム
- 18. 携帯情報端末を用いた簡易な列車巡視支援方法
- 19. 無螺締板ばね式レール締結方法
- 20. 押抜き工程を不要とする低圧縮量レールガス圧接工法
- 21. 縦ひび割れに着目したPCまくらぎの健全度評価システム
- 22. 折返し駅および車両基地での整備作業計画自動作成手法
選択してください
- 11. 洗掘被災橋梁の緊急診断法
- 12. 既設鋼鉄道橋の復旧性を高めた低コストな桁移動制限装置
- 13. 施工の省力化を考慮した高架橋接合部の配筋方法
- 14. 狭隘箇所に適用可能な補強土擁壁の背面施工法
- 15. 在来線電車歯車装置用つば付き円筒ころ軸受構造とその性能評価
- 16. 列車前方画像活用のための画像解析コア技術
- 17. トンネル壁面の画像を用いた検査支援システム
- 18. 携帯情報端末を用いた簡易な列車巡視支援方法
- 19. 無螺締板ばね式レール締結方法
- 20. 押抜き工程を不要とする低圧縮量レールガス圧接工法
- 21. 縦ひび割れに着目したPCまくらぎの健全度評価システム
- 22. 折返し駅および車両基地での整備作業計画自動作成手法